Capabilité machine
La capabilité, parfois appelée pour Capabilité processus ou pour Capabilité machine est l'adéquation d'une machine ou d'un procédé à la production d'une performance demandée. Elle permet de rendre compte de la capacité d'une machine ou d'un procédé à réaliser des pièces dans l'intervalle de tolérance souhaité. Elle peut faire appel à la maîtrise statistique des procédés.


Définition
Au cours d'un procédé de fabrication, on cherche à maintenir une grandeur (dimension, propriété physique, etc.) à l'intérieur d'un intervalle de tolérance , où et sont les bornes inférieure et supérieures de l'intervalle de tolérance. est une variable aléatoire dont on estime l'écart type et la moyenne à partir d'un échantillon.

![{\displaystyle [T_{i};T_{s}]}](https://wikimedia.org/api/rest_v1/media/math/render/svg/2928d5740e2709acf96b8f511d1ab54ed519c8a1)




Connaissant ces quatre valeurs, on définit les indices de capabilité et par


![{\displaystyle C_{MK}\,=\min \,\left[\,{\frac {T_{s}-{\bar {x}}}{3\sigma }}\,;\,{\frac {{\bar {x}}-T_{i}}{3\sigma }}\,\right]}](https://wikimedia.org/api/rest_v1/media/math/render/svg/f9f970a7723663c6532e2df309887a90e211567a)
Interprétation
Au-delà des valeurs et des formules, il est important de comprendre la signification de ces valeurs.
Le terme représente bien l'aptitude d'un processus à produire de manière précise et répétable. Un élevé indique que toutes les pièces produites vont se ressembler ; un faible désigne une production dispersée. Mais un bon peut aussi correspondre à une production en dehors des limites de la tolérance. En effet, la conformité industrielle d'une population de fabrication va dépendre de l'étendue, non seulement de sa dispersion, mais aussi de la position de sa moyenne par rapport à l'intervalle de tolérance.
Pour sa part, représente aussi le centrage de la production par rapport aux limites de la tolérance. Un élevé indique non seulement que la production est répétable, mais qu'elle est également bien centrée dans l'intervalle de tolérance et qu'il y aura peu de risque de voir des pièces produites en dehors des tolérances (63 pièces par million produites pour =1,33 et moins de 1 pièce par million pour =1,67).
Il est « impossible » d'avoir , dans le cas de distribution selon une loi normale. Actuellement, en 2008, les grands constructeurs automobiles (PSA, Renault, Ford) imposent les valeurs minimum suivantes : 1,67, 1,3. Les formules précédentes s'entendent pour une loi normale qui est telle que la dispersion D= 6*sigma.


Différence entre capabilité procédé et capabilité machine
et sont calculés de la même façon, mais sur des échantillons différents. ayant pour but de caractériser une machine doit être mesurée sur 50[réf. nécessaire] pièces consécutives sans changement de réglage. ayant pour but de caractériser un procédé doit être fait sur des pièces issues de séries distinctes et à la fin de toutes les étapes du procédé. doit être plus restrictif.
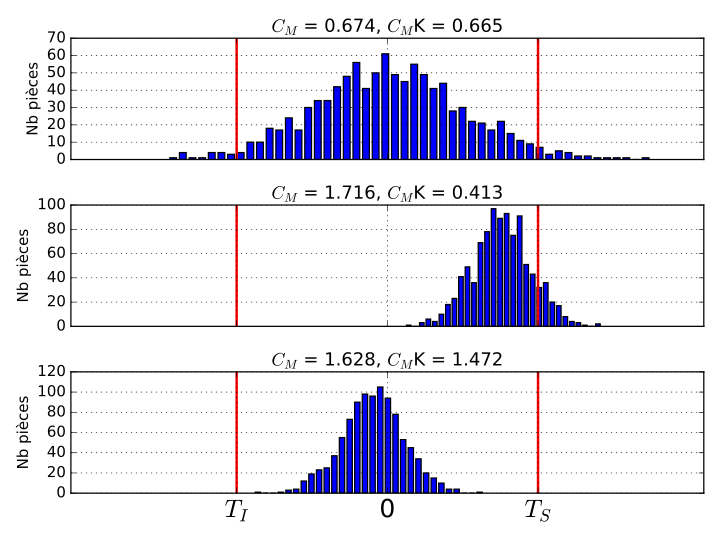
Illustration graphique
Les lignes rouges représentent l'intervalle de tolérance. Dans la première figure, l'écart-type est important, et sont mauvais. Dans la deuxième figure, l'objet est reproductible, mais la moyenne est excentrée sur l'intervalle. est bon mais est mauvais. En bas, et sont bons tous les deux, car l'écart-type est faible et la moyenne est centrée.
Bibliographie
- Les définitions sont posées dans la norme ISO 22514-1, sections 2.2.4, 2.2.5 et 2.2.6.
Voir aussi
 Portail des probabilités et de la statistique
Portail des probabilités et de la statistique  Portail de la production industrielle
Portail de la production industrielle








